
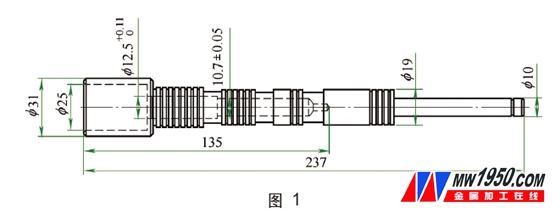
Our 170kW (230 hp) bulldozer variable speed valve has a valve stem. The part is relatively thin, there are many grooves on the top, and there is a hole in the stem of the valve stem. Reaming is required after heat treatment. The part has high deformation requirements. Specifically, as shown in Figure 1.
1. Heat treatment technical requirements
The material is 20CrMnTi, which requires carbonitriding, the thickness of the layer is 0.8-1.2mm, the hardness is ≥52HRC, and the radial circular runout is ≤0.15mm.
Process route: forging → normalizing → roughing → carbonitriding → finishing → quenching → straightening → hinged hole → grinding processing.
The original process is heated and quenched by a salt bath furnace. After quenching, the deformation amount is large. After the heat treatment, the radial circular runout is 0.8-1.2 mm, which brings great difficulty to the subsequent alignment. At the same time, the deformation of the part is large, and after cold straightening, Even if tempered, the residual stress cannot be completely eliminated. During the subsequent processing, the parts are often bent due to the release of residual stress, causing the parts to be not round and scrapped. Later, the controlled atmosphere multi-purpose furnace was used, and the deformation was reduced. However, when the inner hole was heated in the protective atmosphere, the carbon was also filled, resulting in the hardness of the inner hole being too high to ream. In order to solve this problem, the technical department has specially set up a project to tackle the problem, and now we will briefly discuss the solution.
2. Reason analysis
There is a protective atmosphere during quenching. It is kept at 850 °C for 1 h under 0.6% carbon potential, and the carburized layer is about 0.2 mm. Hardness ≥50HRC has no effect on grinding, but it is too difficult for reaming. It must be reamed. The part is protected against seepage.
The problems of large deformation mainly include the following aspects: 1 The parts are deformed by their own weight during heating and heat preservation. 2 The unevenness of the cooling process causes the parts to deform. 3 The part is deformed during the part transfer process and the part is deformed. Therefore, it is necessary to design a special tooling for positioning to minimize the deformation of the parts caused by the above problems.
3. Solution
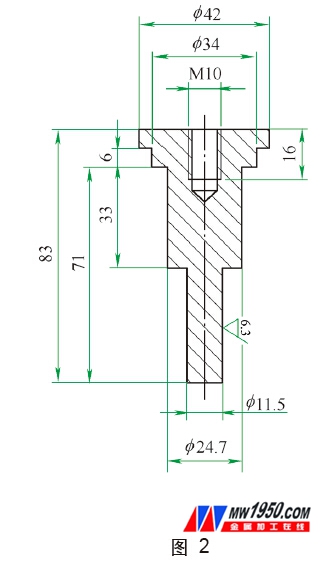
In order to solve the above problems, a process plug cover (see Fig. 2) is designed to prevent the valve stem from carburizing during the heating process, and at the same time ensure that the valve stem is vertically mounted to support and position, effectively Reduces the deformation of the part due to its own weight and impact.
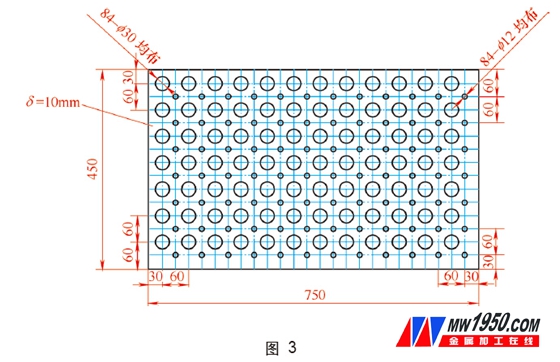
In addition, a positioning ground (see Figure 3) is designed to ensure uniform cooling of the parts and to ensure a certain amount of furnace loading. The process block is fixed to the positioning plate with M10 bolts (similar shapes, different sizes of parts) A variety of, easy to replace the process block), tooling assembly shown in Figure 4.

In the first process test, a total of 60 heat treatments were performed, 48 deformations were within 0.3 mm, 12 deformations were between 0.3 and 0.5 mm, and the deformation was reduced by more than 50%, which greatly reduced the workload of the straightening process. At the same time, the quality of the parts is guaranteed to be stable, and the subsequent reamings are not difficult to process, and the problem is completely solved.
4. Conclusion
Through the improvement of the process, the deformation problem of the valve stem and the partial anti-carburization problem are solved, and it is further clarified that in the heat treatment deformation of the parts with a long-diameter ratio of more than 10, it is necessary to design an appropriate tooling to prevent the parts from being heated during the heating process. Deformation during the transfer process not only ensures uniform cooling of the parts during quenching, but also helps to reduce part deformation.
About the author: Yang Wei, Qi Baoqiu, Hebei Xuanhua Construction Machinery Co., Ltd., Technical Department.
The new arrival laser measure products including Laser Distance Meter, laser measure tape and Laser Rangefinder. New version, upgraded functions, higher accuracy, longer measuring range and fashinable styles can be met here. Choose the most popular products, make you measurements easier and fast!
2022 Laser Finder, Best Tape Measure, Laser Distance Finder Modification,Laser Measure Products
Chengdu ZT Electronics Technology Co., Ltd. , https://www.lasermeasuretool.com