With the bursting growth of China's auto industry, the number of car ownership has not increased, which has put forward higher requirements for the safety of car driving. With the intensification of competition in the automotive market, how to shorten the development cycle, reduce costs, and improve the competitiveness of the product market has become an important task for design workers. The brake (see Figure 1) is one of the important parts of the car's active safety. This paper introduces the optimization scheme of the car brake caliper machining process and measurement method, and shortens the brake development cycle and reduces the safety under the premise of ensuring the safety of the car. Cost of production.

Figure 1 Automotive brake assembly
Brake caliper body processing technology
Generally, the processing scheme of the caliper body is: milling jaw port → machining pin hole and surface → machining oil and gas hole → machining cylinder hole.
At present, our company has developed a brake caliper for a customer. The processing time is twice that of the normal tongs, which directly affects the delivery efficiency of the brake, and the cost is also improved. The design structure of the caliper body was analyzed, and the bottleneck directly affecting the efficiency was found in the first process. The jaw of this caliper body needs to be milled to a width of 45 mm, which is four times the normal width, and the milling cutter The width of the disc is generally 15-20mm, which requires the worker to process in two stages. If the cutter is used, the milling force here is too large, and the strength of the fixture is too high. The positioning of the fixture on the machine is also inconvenient. . Through the analysis of the force of the piece and the structural form of the conventional product, by changing the structure of the product, the existing arc surface (see the B surface in Fig. 2) is changed to the blank surface (see Fig. 3), and the size is determined as the original processing. Dimensions, guarantees and assembly and interchangeability of other parts. The processing analysis before and after the improvement is shown in Fig. 2 to Fig. 6.
1. Improve the pre-processing process
1) Position the faces 1, 2, 3, 4, 5 (see Figure 4), and machine the A, B, and C faces in three steps using horizontal milling.
2) Position the A and B planes, and machine the D, E and H holes on the machining center with a disc cutter and a vertical drill.
3) Position the C surface and the H hole, and mill the plane E with a disk milling cutter on the machining center to drill the F hole.
4) Position the C-plane and H-hole and drill the G-hole on the machining center.
5) Positioning on the D side and H hole, squeezing the cylinder hole N and the sealing groove and the dustproof groove on the CNC lathe.
2. Improved processing technology
1) Positioning on the faces 1, 2, 3, 4, and 5, using the one-step milling process to complete the A, M, and C faces.
2) Positioning on the A and M faces, and machining the D, E, and H holes with a disc cutter and a vertical drill on the machining center.
3) The follow-up process is the same as before the improvement.
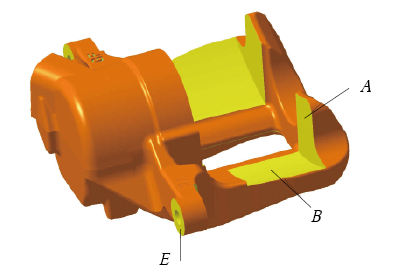
figure 2
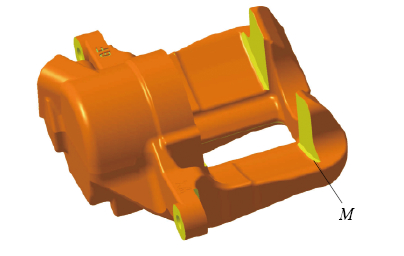
image 3
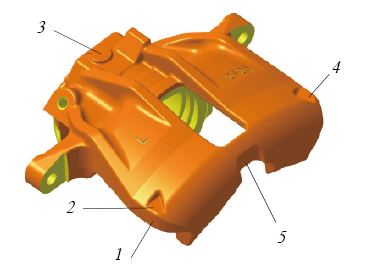
Figure 4
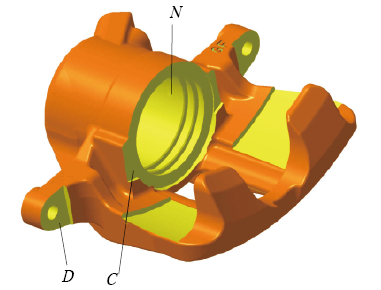
Figure 5
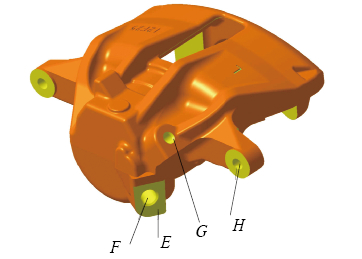
Image 6
Through the product and process changes, after actual processing statistical analysis, the optimization results are shown in the attached table:
Comparison before and after optimization of processing technology
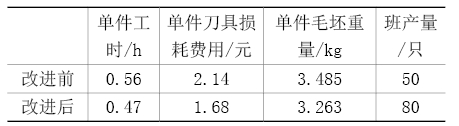
The current rough price is 9.5 yuan/kg, the working hour fee is 15 yuan/h, and the average monthly processing of 3000 tongs is calculated. After the improvement of the processing technology, the company can save 11157 yuan, which is the low level of the automobile industry in the past two years. It has contributed to the storm.
Size control of the caliper seal groove
The control of the size of the sealing groove of the caliper body is directly related to the stability of the braking force of the whole vehicle, and a rubber sealing ring is embedded in the sealing groove. One function of the sealing ring is to seal, so that the brake fluid in the caliper cavity does not leak, and the rightward thrust of the piston is generated, so that the brake block is pressed against the brake disc to generate braking force; the other function is in the caliper cavity. After the hydraulic pressure is unloaded, the rubber of the sealing ring is used to re-elasticize the piston, so that the brake block is disengaged from the brake disc and the drag is prevented.
Therefore, the size control of the caliper seal groove is critical. In the existing production, the sealing groove is formed by turning with a forming knife. Due to the internal groove structure, the correctness of the size of the sealing groove is not easy to measure. Previously, the aluminum forming method was used to melt the aluminum liquid in the sealing groove. After cooling, remove the aluminum block to measure its size or not. Aluminum has a small size shrinkage during the cooling process, so this method cannot accurately determine the dimensional correctness of the sealing groove. Nowadays, the stability of the sealing groove can be well controlled by designing the gauge plate, and rapid measurement can be realized in production, and it is not limited by external conditions, which is more convenient for production.
Piston& Piston Ring
Piston rings are manufactured and classified on the basis of function and usability. The primary usage of the Piston Ring is to seal the chamber (where the piston is moving), which can be a combustion chamber of a 2 stroke or a 4 stroke engine. Marine engines have three or more types of rings fitted on the circumference of the piston.
The piston ring is an essential piston part, and its numbers and functionality differ depending on the type and capacity of the engine.
In 2-stroke large engines, compression type piston rings are used to seal the combustion chamber and wiper rings are installed below them to wipe the deposits from the liner and distribute oil on the liner surface.






Auto Parts Piston and Ring,Aluminum Alloy Piston Set,Piston Engine Parts Parts,Piston Piston Ring Used for Car
Shijiazhuang Longshu Mechanical & Electrical Equipment Trading Co., Ltd. , https://www.lsjgbearing.com
