
1. Analysis of barrel welding quality
There are two pieces of 30894 cylinders. After the production, the welding quality of the first few processes reached 90%, and the welding quality of the circumferential weld of the barrel and the flange of the subsequent process showed large defects, and the ultrasonic flaw detection failed to meet the standard requirements.
We conducted a quality analysis of the problems that occurred and concluded that the first is due to the narrow angle of the groove in the weld of the barrel, which is not conducive to welding, and there is not enough penetration in the welding, the slope in the flange The mouth formed a serious bite defect; secondly, due to improper operation, the shape of the groove and the surface quality formed after root clearing were poor. After the welding parameters were selected, the weld was generated inside the weld. There are many welding defects, so the preheating of the weldment and the cleaning of the weld bead before the welding are not met to meet the preconditions of welding.
2. Guarantee of barrel welding quality
Through the above-mentioned quality analysis, the cause of the failure was found, and at the same time, it was found that it would be feasible to ensure that the second cylinder was qualified for an ultrasonic flaw detection.
(1) Improvement of the flange and the butt joint of the barrel. The groove form on the side of the front and rear flanges is shown in Figure 1.
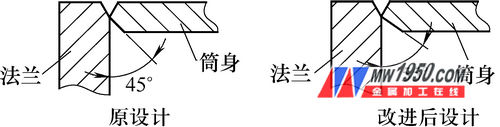
figure 1
In Fig. 1, the original groove angle is increased from 45 to 55, which is advantageous for welding. In addition, the angle adjustment range of the submerged arc welding head tip in the groove is increased, and the visibility of the groove is good, so that the biting welding defect on the flange side can be greatly reduced and the slag is favored. The overall welding process is more conducive to the use of single-channel multi-layer welding, which is a prerequisite for ensuring the quality of the welding.
(2) The actual process of correct use of carbon arc gouging In actual production, due to the shape of the workpiece and the position of the weld, the planing process is changed. The general planing method is single-pass planing. That is, the width of the weld bead is constant, and the depth is the result of the root defect. As shown in Fig. 2, the second planing depth is the most concentrated welding defect. The disadvantage of this planing method is that the weld bead is narrow and the shape of the groove face is irregular, which is not conducive to clearing the slag and ensuring the welding quality. .
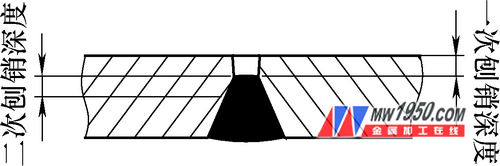
figure 2
In order to ensure the internal quality of the weld and overcome the deficiencies of the above-mentioned planing method, the cylindrical weld is used in the three-step planing and clearing method as shown in Fig. 3, that is, the original groove edge is respectively Benchmark, the inner edge of the carbon arc coincides with the surface of one side of the groove, and the carbon rod forms an appropriate angle θ1 with the workpiece in the longitudinal direction, and the two sides of the groove are firstly cut, and the center front end of the carbon arc is micro-planed. At the root of the weld, for the third time, the center line of the carbon rod coincides with the center of the weld, forming an appropriate angle θ2 in the lateral direction, and the root of the center of the weld is planed so that the groove after the planing is formed close to the standard V-shaped groove. This is good for welding.
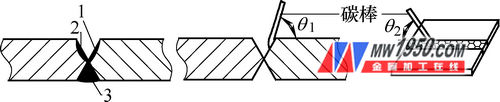
image 3
Note: 1 to 3 are the planing sequence
(3) Preparation and cleaning before welding The necessary pre-heat treatment is performed before each weld, the purpose of which is to reduce the water content of the weld and the metal in the near seam area, which can effectively control the pores and micro-production during the welding process. Crack defects. The flux is dried as standard.
3. Conclusion
Through the above improvements, the welding parameters are correctly selected during the welding process, and the carbon arc gouging equipment is correctly used. The ultrasonic inspection after the second barrel welding achieves the effect of one flaw detection, and also proves the measures we have taken. It's effective. The welding quality of the simplified and flanged parts meets the requirements of the AWS D1.1 standard.
3D Panel Fence
3D Wire Fence Introduction:
3D Panel Fence,3D Mesh Fence,3D Wire Fence,3D Wire Mesh Fence
HeBei Bosen Metal Products Co.,Ltd , https://www.bosenfence.com