
Weld seam ends / reverse edge detection
Due to the two ends of the can body, special loads and deformations will be applied during the necking process for reducing the diameter (flare), reverse side, and double wrapping. Therefore, it must be considered separately from other parts of the weld. At the same time, different characteristics appear at the two ends of the weld, which are very sensitive to the quality of the weld and need to be checked and analyzed.
The top ball test is less deformable than the reverse side, so its value for weld inspection in this area is low, and other testing methods must be used.
The detection method is as follows:
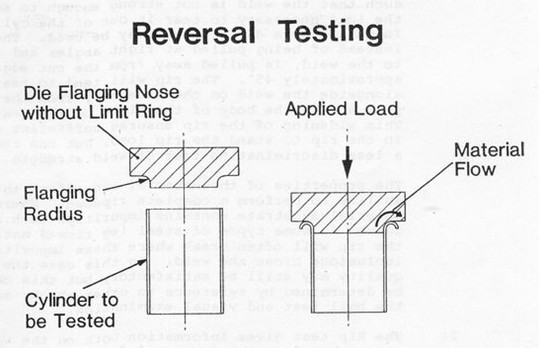
Rewind test REVERSAL TEST
Reverse testing FLANGE TEST
Thumb test THUMNAIL TEST
Cone Test CONE TEST
The detection method is as follows:
Rewind test REVERSAL TEST
Reverse testing FLANGE TEST
Thumb test THUMNAIL TEST
Cone Test CONE TEST
The rewinding test is usually done by a tester consisting of hydraulic or pneumatic cylinders. One end of the unwinding rewinding mold is in the testing process, continuously pressing down to rewind the can body wall to the set limit.
The strength of this test is greater than that of the reverse side and the double-spool operation, but it is also affected by the material properties of the plate itself. The higher the degree of conditioning of the sheet, such as: DR (secondary cold-rolled) sheet, for rewind testing, easy to test according to the number of tanks, along the weld cracking phenomenon. Because of the inherent characteristics of this material, the opposite side of the plate is usually used in the reverse side of the plate, rather than the reverse side of the mold. Because the strength of the rewind test is too harsh, the use has certain limitations, but on the other hand, It is more suitable for thick plate and large diameter can body test.
[1] [2] [3] Next
6M Large Swim Spa,Large Swim Spas,Endless Pool Swimspa,Outdoor Swimming Spa Pools
SpaRelax Co., Ltd. , https://www.sparelaxoutdoorspa.com