
(1) Equipment operation status monitoring and detection technology can be generally divided into the following parts, as shown in Figure 12-20.
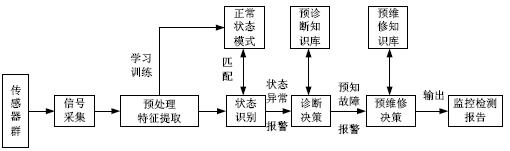
Figure 12-20 Monitoring and detecting principle of the running status of the device
1. Signal acquisition. Various kinds of detection sensors, including signal basic conversion, amplification circuit, arithmetic circuit, filter circuit and sampling circuit, are used to collect various information that can reflect the state of the system.
2. Feature analysis. The collected information is processed and analyzed, such as FFT (Fast Fourier Transform), various spectral analysis, time series model parameter calculation and feature quantity, and feature real-time model extraction. These signal processing and analysis can be independent signal processing devices or signal processing modules in a system monitoring computer.
3. Status matching and identification. The task is to compare the feature quantity and feature model extracted in real time with the threshold, threshold function and normal state model of the normal operation of the device, and perform matching calculation and analysis. According to the result, the operational state discrimination decision and state prediction are made.
4. Fault prediction and forecasting. If an abnormality prediction is made after matching, the abnormal state features need to be analyzed and classified, and the state pre-diagnosis knowledge base and expert system are used to make accurate estimation and prediction of the equipment state.
5. Pre-maintenance decisions. According to the fault prediction result, the maintenance knowledge base is used to make the pre-maintenance decision, and the superior control system is reported to make the corresponding scheduling decision.
6. Monitor the test report. According to the results of monitoring and testing and decision-making conclusions, the system is adjusted accordingly.
(2) Process monitoring.
FMS machining system puts high demands on the cutting state of the tool during the cutting process. This is because the cutting tool has the highest frequency of wear and damage during the cutting process. If it is not found in time, it will lead to a series of machining failures. Causes the workpiece to be scrapped, even damaging the machine or making the entire FMS not function properly. The tool monitoring of the machining system is divided into three time periods before, during and after machining, see Table 12-3.
Pre- and post-process monitoring is usually performed using off-line direct measurement. The monitoring in processing mainly adopts the online indirect measurement method, so the detection method is required to be fast, accurate, stable and reliable. The main monitoring methods for tool breakage and tool wear during machining are shown in Table 12-4 and Table 12-5. Among these monitoring methods, most of the monitoring methods are still in the experimental research stage except for a few methods. Power current method, acoustic emission method, torque method, etc. have begun to be used for production, but the monitoring effect is not satisfactory.
Table 12-3 Tool monitoring methods for different time periods 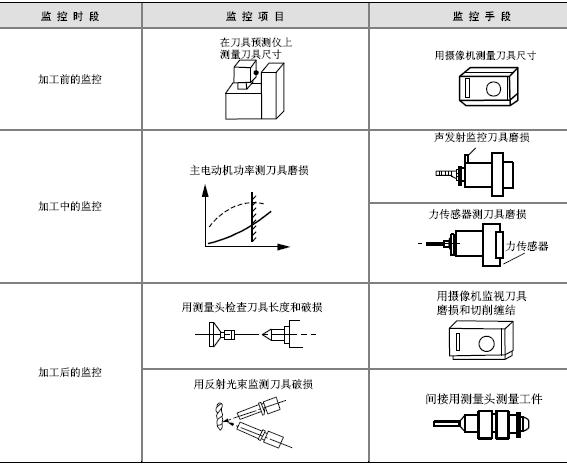
| Previous page | 1 | 2 | 3 | 4 | 5 | 6 | 7 | Next page |
Led Light Pad,Dgital Tracing Pad,Led Light Board For Drawing,A5 Tracing Pad For Kids
Guangdong Jishengke Industrial Co., Ltd. , https://www.suronart.com